 
Chapter 21
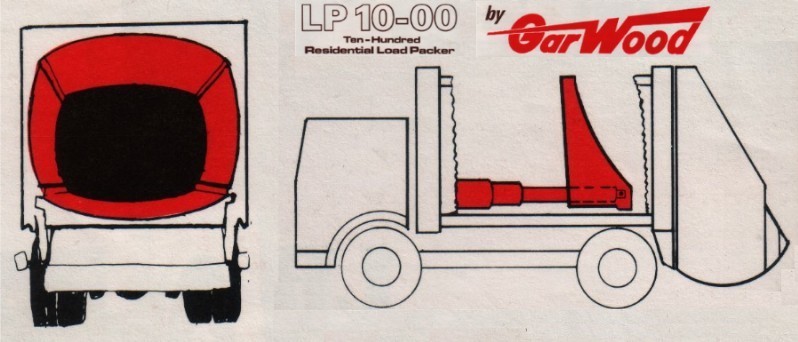
Load-Packer 10 00 Series
"Ten Hundred"

The transformation of Gar Wood during the mid-1970s had been nothing short of miraculous. Sargent Industries had taken a company that was on the brink of extinction, and turned back into a contender with a top-to-bottom overhaul of the product line. Once again, the term "Industry Leader" began to appear in their sales brochures, and the claim was difficult to debate. They had scrapped the T-100 and LP-800 and replaced it with a world-class rear loader in the LP-900. They finally had a competitive front-loader, and a revamped LP-700 for the municipal rear-load market. Add in things like pack-at-idle pump technology, and Gar Wood indeed looks worthy of the title, at least in terms of advanced engineering.
Much of this engineering triumph was directly attributable to Fred Smith, who had come from outside of the industry and in short order proven to be a formidable industrial designer. Gar Wood Division would next set its sights on development of a new "residential" packer to take over for the aging LP-700-9 rear loaders, a design which was nearly twenty years old. Once again, Smith started with a clean-slate approach, looking to the future of refuse trucks instead of the past. And once again, he defied conventional thinking and came up with the most radical concept in rear loader design the industry had ever seen. The new model went on sale in 1977, and was named appropriately the LP-10 00, or "Ten Hundred". Gar Wood selected Schodorf Truck Body Company of Columbus, Ohio as the distributor to receive the first production model of the Ten Hundred.
Early patents filed in 1975 indicate that the concept may have originally been envisioned as a high-compaction replacement for the LP-900. What was eventually built was in fact a much smaller package. It was designed to handle household or residential refuse, with high compaction densities in a simple and super-lightweight package, and by these standards was a success. Sales were another matter, as the Ten Hundred never had much impact on the market during its short production run in America. However, the body design, which used pre-stressed curved panels, without reinforcements, was an engineering breakthrough of immense proportions. This element of Smith's new packer would eventually have a profound effect on the entire industry, but only after Gar Wood had long ceased to exist.
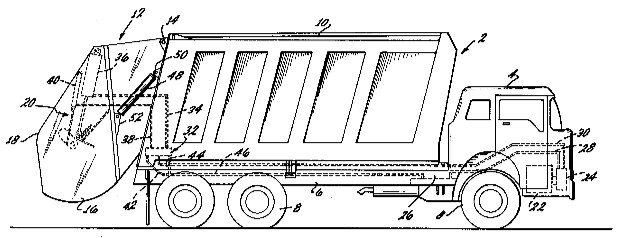
Early patent drawings show the Ten Hundred as a heavy-duty packer mated to the 9-series body
Although it was an all-new from the ground up, the Ten Hundred packer still shared some elements with some of the classic models produced during the long history of Gar Wood. Like the very first Load-Packer of 1938, it featured a packer panel that first moved inward, and then reversed its travel back through the hopper. However, it differed in its ability to reload, or add refuse to the hopper during the packing cycle, something the original Gar Wood models had never been capable of. Also shared with the original Load-Packer was its use of an internal retainer panel to keep compacted refuse from falling back in the hopper.
The Ten Hundred had a chain driven panel, which was a feature pioneered by the Cyclomatic series Load-Packers in 1957, but used two double-acting rams instead of a hydraulic motor. These hydraulic cylinders were connected to the mechanism and each other by heavy-duty chains, and acted with a push-pull arrangement. The movement was rotary, but not a full 360 degrees continuous travel, but rather a forward-and-reverse action. The packing panel was sectioned, with a folding lower panel that was driven by the main panel, without independent power means. The rotational movement of the lower panel was controlled by spring-biased plastic friction shoes mounted on either side of the panel, which pressed against the hopper sidewalls. A portion of its movement was also guided by tracks in the sidewalls.
Finally, in a nod to his own LP-900, Smith incorporated a variation of the "narrowed throat" concept in the Ten Hundred, whereby refuse was forced through a progressively smaller orifice as it moved through the 2-cubic yard hopper and into the body. However, the pressure within the throat area during the packing cycle was even higher than the 900, and six times greater than that of the refuse already inside the body.
|
INSIDE THE LP-10 00 TAILGATE
|
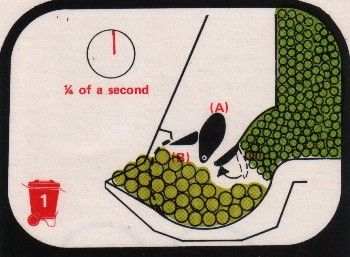 
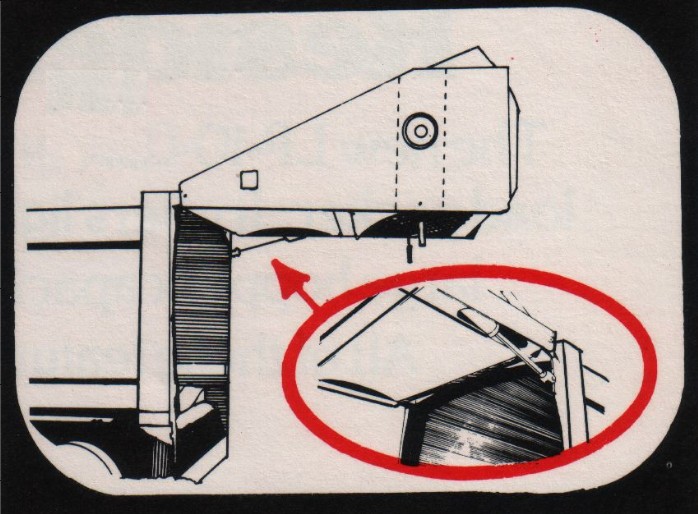
At the beginning of the cycle, upper packing panel (A) begins its rotation through the hopper. The free-hinged lower panel (B) begins to unfold as the inward movement of the upper panel overcomes the pressure of friction shoes mounted on either side.
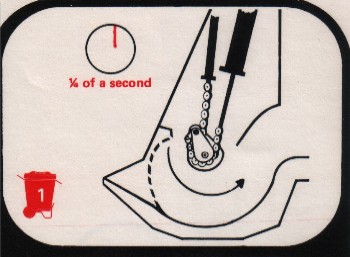
At right, the drive mechanism is shown. This consists of only two hydraulic cylinders linked by carbon steel chains to a cam assembly, which is anchored through the hopper wall to the upper packing panel. The smaller cylinder performs the function of opening the mechanism over the load, while the larger cylinder performs the actual packing.
This is the power portion of the cycle, where the larger cylinder is pressurized and pulls the chain that rotates the cam, causing inward movement of the mechanism. Simultaneously, pressure in the smaller cylinder is released, and the rod is drawn out with the movement of the chain.
|
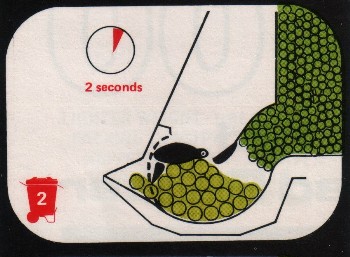 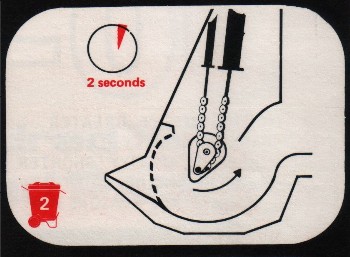
As the upper panel rotates inward, and the hinged lower panel continues unfolding until it is captured by tracks built-in to the hopper sidewalls (dotted-line drawing). These tracks prevent the lower panel from extending out of the hopper. A retainer panel is opened hydraulically, opening up the passageway or throat through which the refuse will pass. The interrupted cycle stops at 2 seconds.
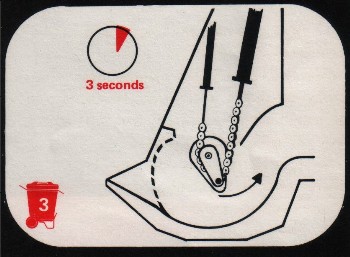
As the cycle continues, note how the position of the cam changes in relation to the hydraulic cylinders. The eccentric lobe of the cam alternately provides high speed/low torque and low speed/high torque drive to the panel depending on its position.
|
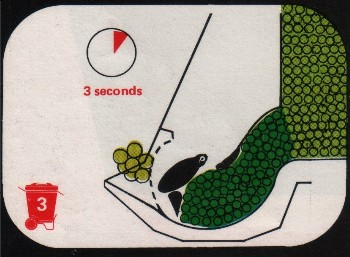 
Next, the operator pulls the control lever again to resume the automatic cycle. The pinch point, where the blade passes close by the hopper sill, is extremely low for added safety. At 3-seconds, the packer assembly is moving the load through the hopper and into the throat formed by the open retainer panel. More refuse may now be added behind the packer even before it completes the cycle.
The effective power of the large cylinder is multiplied as the cam rotates over center, and leverage is increased while its speed decreases.
|
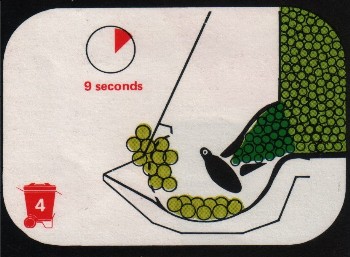 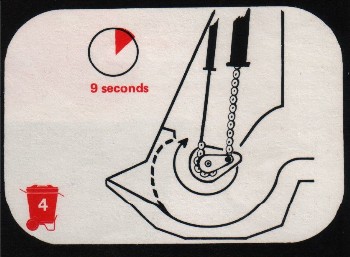
At nine seconds, the upper panel has completed its inward rotation, clearing the hopper and compressing refuse between the orifice formed by the captive lower panel and the open retainer panel, forcing the load into the body. Pressures in this orifice reach up to 35 PSI, while the pressure of the refuse leaving the orifice and entering the main compartment of the body decreases to a mere 5 PSI against the ejector panel.
The large hydraulic cylinder has now fully retracted, and the inward rotation has pulled the small cylinder open to a fully extended position. The cam angle at the end of the power cycle provides maximum torque just when it's needed, to squeeze the refuse within the orifice.
|
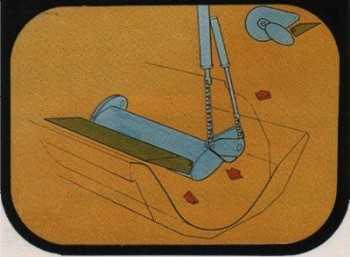
This three-dimensional view shows the power-driven upper panel and folding lower panel and their relation to the drive cylinders. Both the large (packing) and small (return) cylinders are located on the street side of the outer tailgate wall. The retainer panel, and its operating cylinder are not shown in this view. With fewer moving parts than any rear loader on the market, the Ten Hundred tailgate was extremely light, resulting in increased legal payload.
|
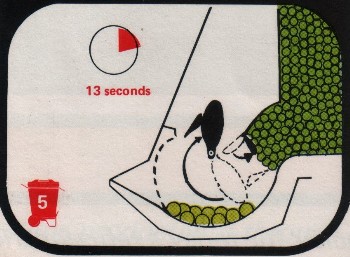
With power portion of the cycle complete, the mechanism reverses direction automatically, with small cylinder retracting, while pulling the large cylinder back open. Because of the smaller volumetric capacity of the return cylinder, it operates faster than the packing cylinder, which results in the rapid rotation of the mechanism back to its starting point.
The friction shoes in the lower panel cause it to fold closed during the return trip, allowing the mechanism to pass over any refuse that may have been loaded behind it in the hopper. The retainer panel closes, partially blocking the throat and holds the previously compacted refuse in the main body.
The elapsed time for the complete cycle is only 13 seconds. Except for the first three seconds of the cycle, the crew could continue to load the hopper even as the mechanism was working.
|
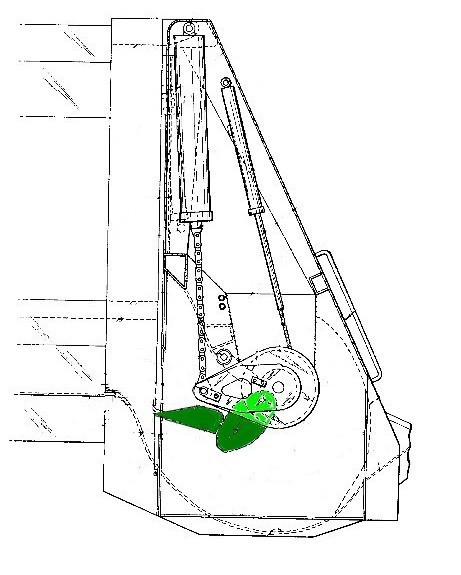
Illustration showing relationship of packer cylinders to driving cam: Both cylinders are mounted outside the tailgate on the street side. This view shows the mechanism at the end of the power cycle, where the highest packing pressures are reached in the orifice. Note the cam angle of approximately 90 degrees to cylinder, which delivers maximum torque.
As the cam rotates during the cycle, its angle in relationship to the cylinders varies, which results in either high speed/low torque, or low speed/high torque being applied to the mechanism.
|
THE LP-10 00 BODY
The Ten Hundred packer was paired with the most modern body shell that had ever been produced by Gar Wood or any other manufacturer on a rear-loading packer. Available in 18 or 20-cubic yard sizes, It was the first ever to use pre-stressed curved panels for the sides, floor and roof, resulting in superior strength, corrosion resistance and a big reduction in dead weight. While it was already common knowledge that the inherent strength of cylindrical bodies makes them ideal for use with refuse packers, curved panels had previously been used only on models of side-loaders. Fred Smith had taken the basic box shape of the rear loader body and reduced it to a hollow frame, adding gently curved sheets to fill in the floor, roof and sides.
It was an astonishing technical leap in refuse body construction, completely breaking from the 'reinforced box' method used on rear loaders since the 1930s. The pre-stressed, curved steel sheets needed no bracing, which yielded significant weight savings. Combined with its lightweight tailgate, the Ten Hundred was strong, yet amazingly light: the model LP-1020 weighed in at a mere 7,500 pounds, which was nearly 2,500 pounds lighter than the LP-720 that it was designed to replace. The smooth sides gave it an attractive look, like a moving billboard that could be emblazoned with the haulers name and logo if desired. The Ten Hundred was yet another engineering triumph for Fred Smith, and foreshadowed the refuse trucks of the future.
Curved sheets within a rectangular framework formed the the ultra-light yet inherently strong 10-Series body
Single lift cylinder was mounted curb side
The Constant Density Compaction (CDC) packer/ejector system remained, though the telescopic cylinder was now mounted horizontally. This was likely done to take advantage of the box-perimeter frame and eliminate the need for upright posts to mount an angled cylinder. The front of the body was open, allowing access for cleaning and maintenance. Since the tailgate structure was so light, only a single hydraulic cylinder was needed to raise it. This lift ram was located on the curb side, balancing out the packer cylinders affixed to the opposite side of the tailgate. The LP-10 00 had only five hydraulic cylinders total for packer in, packer out, retainer panel, tailgate lift and ejector. There were 30% fewer moving parts and 50% fewer hydraulic fittings, which reduced potential leaks, wear and maintenance.
The Ten Hundred was so radically different from anything else on the market in 1977 that it probably scared off many of its target customers, namely the municipal and private residential haulers. The LP-900 and FL-3000 had restored confidence in the Gar Wood brand with innovative engineering applied to proven concepts of refuse body construction. But the LP-10 00 turned everything the industry had learned on its head, and in this regard may have been too much, too soon. Worse yet, it may have reminded buyers of the T-series debacle of the 1960s, although clearly, such a comparison is unfair. Whatever its faults may have been, the Ten Hundred proved the point that rear loaders had become grossly obese, and could be designed to handle typical residential refuse with a whole lot less dead weight. Its curved shell body was nearly twenty years ahead of its time, but serious industry interest in weight savings had yet to reach the critical point. Perhaps time was what the Ten Hundred needed, but time was unfortunately fast running out at Gar Wood Division. Events in the next two years would render questions about its viability as purely academic. Only about 80 copies were ever actually built, and it would have distinction of being the last new Gar Wood model to ever bear the famous Load-Packer name.

Smooth-sided Ten Hundred body was as attractive as it was strong

Innovative but short-lived Ten Hundred has left behind little trace of its existence: this is from a 1980 Mack brochure

Rare look at the open packer blade on this early 1980s Scapa Ten-Hundred from England
REFERENCES
Solid Wastes Management/Refuse Removal Journal, September 1977, page 118
Industry News, Gar Wood Division of Sargent Industries
|
SELECTED PATENTS
|
Patent # |
Description |
Inventor |
Assignee |
Date |
|
US4042133 |
Refuse Compactor |
Smith |
Sargent Ind. |
June 6, 1975 |
|
US4079849 |
Refuse Compactor |
Smith |
Sargent Ind. |
June 8, 1977 |
|
US4427231A |
Refuse compaction apparatus |
Smith |
Sargent Ind. |
February 10, 1978 |
|
USD257766S |
Refuse Truck Body |
Smith |
Sargent Ind. |
February 8, 1978 |



7/30/14 (revised 2/15/21)
© 2014
All rights reserved
Photos from factory brochures/advertisements except as noted
Logos shown are the trademarks of respective manufacturers
|
|
| |